Rullatrice per filettatura autoperforante
Dettagli
Principio di funzionamento
Design a piastre parallele: la rullatrice per filettatura adotta due piastre parallele, con la lunghezza della piastra fissa come standard, che dovrebbe essere più di 20 volte il diametro dell'oggetto da lavorare, ma non più di 35 volte, per garantire l'accuratezza e la stabilità del prodotto finito.
Requisiti per il numero di giri: La progettazione dell'attrezzatura richiede che il numero di giri della piastra dentata per le viti per legno non sia inferiore a 6 giri e che per le viti a macchina non sia inferiore a 4 giri. Se il numero di giri non è sufficiente, il pezzo sarà costretto a essere estruso e produrrà una deformazione ovale o altra anomala, influenzando la struttura del materiale e la qualità del prodotto finito.
Riepilogo dei vantaggi
Produzione senza sprechi: processo di pressatura diretta, nessuno scarto di taglio, risparmio sui costi dei materiali.
Alta efficienza: la produzione ad alta velocità migliora la produttività ed è adatta alla produzione di massa.
Alta finitura: i prodotti finiti hanno un'elevata finitura superficiale e un aspetto raffinato.
Precisione uniforme: garantire che la precisione di ciascun prodotto finito sia coerente, migliorare la qualità del prodotto.
| Modello | Diametro massimo di taglio | Massimo. BlankLength | Dimensioni dello stampo (l) | Dimensioni dello stampo(t) | Dimensione della matrice mobile(l) | Dimensioni dello stampo stazionario(l) | Tasso di uscita | Potenza motoria del corpo | L*L*A | Peso |
| unità | mm | mm | mm | mm | mm | Pz/min | KW | mm | KG | |
| UST-003 | 3 | 25 | 15 | 25 | 55 | 45 | 420-480 | 0,75 | 1050x790x1150 | 600 |
| UST-003A | 3 | 30 | 20 | 30 | 75 | 65 | 200-245 | 1.5 | 1100x850x950 | 650 |
| UST-003 Totalmente chiuso | 3 | 25 | 15 | 25 | 55 | 45 | 420-480 | 0,75 | 1060x830x1140 | 680 |
| UST-004 Totalmente chiuso | 4 | 30 | 20 | 30 | 80 | 65 | 320-380 | 2.2 | 1290x975x1330 | 650 |
| Tramoggia UST-004B | 4 | 40 | 25 | 40 | 90 | 75 | 260 | 2,2-6级 | 1995x1410x1490 | 1000 |
| Disco vibrante semichiuso UST-004B | 4 | 40 | 25 | 40 | 90 | 75 | 260 | 2,2-6级 | 1730x1260x1420 | 1100 |
| Tramoggia semichiusa UST-004CB | 5 | 55 | 25 | 55 | 105 | 90 | 220-240 | 3 | 1850x1250x1400 | 1500 |
| Disco vibrante semichiuso UST-004CB | 5 | 55 | 25 | 55 | 105 | 90 | 220-240 | 3 | 1850x1380x1400 | 1600 |
| UST-15B | 6 | 55 | 25 | 55 | 125 | 110 | 180 | 5.5 | 2000x1550x1450 | 1750 |
| UST-15B | 6 | 80 | 25 | 80 | 125 | 110 | 180 | 5.5 | 2000x1550x1450 | 1900 |
| UST-15B | 6 | 105 | 25 | 55 | 125 | 110 | 160 | 5.5 | 2000x1650x1500 | 2000 |
| UST-20B | 8 | 105 | 25(30) | 105 | 170 | 150 | 140 | 7.5 | 2450x1820x1600 | 2850 |
| UST-20LL | 8 | 200 | 25(30) | 105 | 170 | 150 | 60-110 | 11 | 2800x2000x1600 | 4000 |
| UST-30 | 12 | 155 | 40(38) | 158 | 215 | 190 | 60 | 22 | 3290x1600x1700 | 5500 |
| Disco vibrante UST-25 | 10 | 155 | 25(30) | 155 | 170 | 150 | 120 | 11 | 2800x1900x1550 | 3600 |
| Disco vibrante UST-30 | 12 | 150 | 40(38) | 155 | 215 | 190 | 50-90 | 15 | 3420x1680x1795 | 5500 |
| UST-40 | 20 | 200 | 50(45) | 155 | 265 | 230 | 45-60 | 30 | 3500*2500*1950 | 8500 |

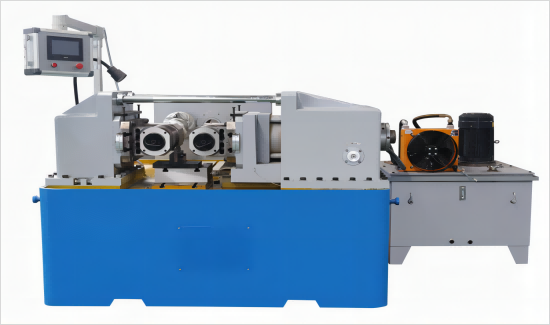
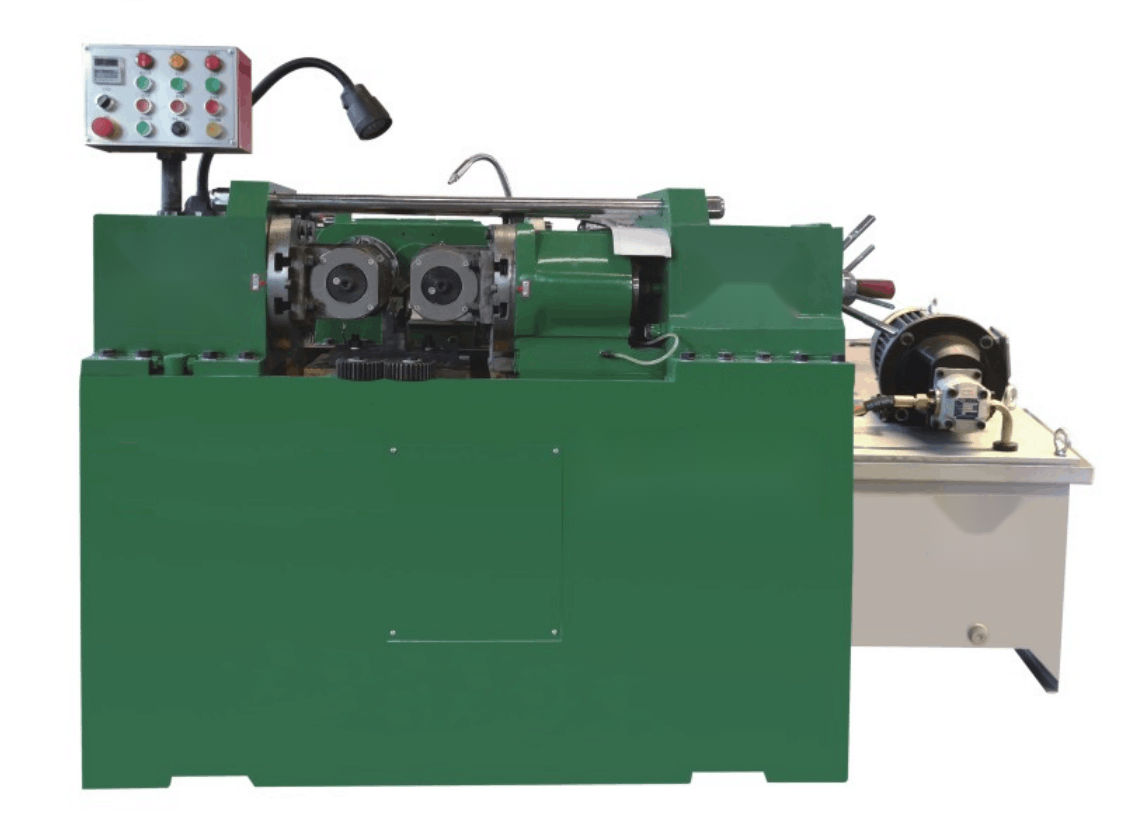
Semichiuso

Totalmente chiuso

Prodotto finale del laminatoio per filettatura autoperforante